

If you are curious about how plastic molding works, you are not alone. The procedure requires a lot of skills and training, and it is best to hire a professional to do the job. Here are some things you should know about the process. It involves three different stages, such as the single-cavity and the hot runner systems.
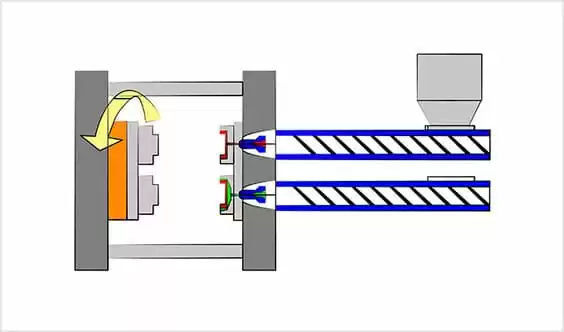
Three-shot (dual-shot) injection molding
Two-Shot injection molding is an alternative process for the manufacture of mechanical parts. It combines softer plastic with a more rigid material, creating a “shell” for the part. For example, two-Shot injection molding is used to produce hinges and living hinges.
Two-shot injection molding allows for more complex designs. For example, a product with two layers of different colors can be produced. The process also allows for higher output in one cycle. It is also more economical, reducing costs associated with worker labor, machine operation, and post-process assembly.
The two-shot process is most commonly used for manufacturing plastic products that incorporate more than one part. These parts contain all of the features of each part, but are more durable. Two-shot injection molding also allows for lower tolerance levels compared to other processes. It also ensures a consistent colour and feature level in the two-part product.
The two-shot process uses two separate injection molding tools. The first shot is used as the substrate, while the second serves as the overmold. The substrate material may be either thermoplastic or a thermoset elastomer. The second shot is used to deliver the overmolded plastic.
This injection molding process uses two injection units: a base mold and a close-by injection unit. The two injection units are connected by a rotating mechanism. The base half of the mold rotates closer to the injection unit, saving cycle time. The rotation of the two-shot mold is critical to ensure that they match precisely. An improper fit can result in a leaky mold.
Single cavity injection molding
Rather than build multiple molds for each product, single cavity injection molding companies build a family mold with several cavities. This cuts tooling costs significantly and reduces production time. By creating a single mold with multiple cavities, multiple parts can be produced in the same mold opening. As multiple parts are produced, the per-piece price of each part will be lower.
This process can be used to produce small and large parts. The material is injected into the mold cavity through a sprue, which is the contact point between the mold unit and the injection unit. During the molding process, the cooling rate can be increased or decreased depending on the desired cycle time.
In addition to the single cavity injection molding process, there are other forms of injection molding that can be used to produce complex parts. One type is insert moulding, in which a pre-moulded part is inserted into the mould cavity while the mold is open.
This type of moulding is often used to produce plastic parts that have fastening screws or protruding metal pieces. It is also commonly used for In-mould labelling, which is the process of attaching film lids to moulded plastic containers.
Another form of injection molding is a stacked mold, which consists of multiple parallel mold plates. It can have two, three, or even four levels and has the advantage of requiring less clamp tonnage than a single-level mold.
Additionally, a stacked mold has the advantage of allowing multiple materials to be injected at the same time, lowering operating costs.

Hot runner system
Injection molding machines have both hot and cold runner systems. The system chosen depends on the desired end result. Hot runner injection machines have lower startup costs, but they are not the only option.
A cold runner system can be as effective as a hot runner system. But cold molding machines often encounter problems with substrate flow rate.
The substrate travels through the runner system and fills the mold cavity. It then starts the cooling process, which may cause unpredictable flow rates. This can result in a failure of the finished part or insufficient mold filling. It can also leave sink marks on the finished product.
Hot runner systems are more efficient than cold runners. These systems eliminate waste and improve the quality of parts. They are particularly beneficial when parts have difficult geometries.
They also help to minimize plastic waste, especially during high volume shoots. By eliminating waste, hot runners also reduce the cost of the mold. Cold runners, on the other hand, require a larger channel size and require more plastic per cycle.
Externally heated systems are better for polymers that are sensitive to thermal variations. Internally heated systems, on the other hand, provide better flow control. They can also be recycled and are more energy-efficient.
However, there are disadvantages to both systems. The former may be less effective if a product requires frequent color changes or is made of a thermosensitive material. Moreover, the former has higher costs and is more complicated to maintain.

Design considerations for injection molding
There are several design considerations that you must keep in mind when planning your injection molding process. One of the most important is the wall thickness of your part, since it has a direct impact on many of the key characteristics of the part.
A careful study of this aspect can help you avoid mold modifications and costly delays due to molding problems. The minimum and nominal wall thickness should be determined by considering the functional performance requirements of your part.
Also, consider the amount of stress that the part is subjected to. If the wall thickness is too thin, the part may require excessive plastic pressure and may experience air traps.
Another important design consideration is the draft angle. The draft angle required for your part depends on the wall thickness, the shrink rate, and the depth of the cavity.
Generally, you will need between 1.5 and two degrees of draft for most parts. It is also important to ensure that the wall thickness of your injection moulded parts is uniform. Varying wall thicknesses can cause voids, sink marks, and warping.
Round corners are another design consideration. Round corners help the plastic flow through the mold cavity more smoothly. This also reduces the risk of fractures during the plastic injection molding process. A round corner also prevents the part from sticking to the mold when it is being ejected.

Resin selection for injection molding
Resin selection is an important step in the development process for injection-molded parts. A proper choice can affect the performance, price, and manufacturability of the finished product. Therefore, it is vital that the process for selecting resin for an injection-molded part begins early in the product development process.
To select a suitable resin, you should understand the various factors that are relevant to your application. First, know the environment in which the part will be used. Environmental factors include the physical, chemical, and thermal environments.
The presence of radiation and ultraviolet energy, for example, can cause the degradation of some resins. Additionally, extreme temperatures and humidity can lead to material breakdown. Other considerations include the need for fire resistance. Knowing these factors can make the selection process much easier.
If the product will be exposed to varying temperatures, the resin must be temperature rated for the part’s use. Other factors to consider include long-term service temperature, heat deflection temperature, and environmental conditions such as high humidity and UV light. The resin must also meet certain regulatory requirements.
Resin selection for injection molding is an important decision for a plastics manufacturer. Resins vary in cost and performance, so it is essential to choose one that meets your specifications. Injection molding companies should use a variety of different resins, including FDA and RoHS compliant resins.

Environmental impact of injection molding
Injection molding companies have made great strides towards environmental sustainability in recent years. The materials they use in the process are recyclable, and they are increasingly using recycled plastic.
However, this process is costly, especially when small runs are needed. Furthermore, the process contributes a substantial amount of carbon to the atmosphere. This is why it is important for companies to find ways to reduce their carbon footprint.
Injection molding machinery consumes between 20 and 50 percent less energy than the same equipment from a decade ago. The manufacturing process is becoming increasingly eco-friendly because plastics are replacing metal parts in many sectors that use significant amounts of energy.
In addition to saving energy, many plastics can also be used in a variety of applications, including insulation and double glazing windows. As a result, the environmental impact of this process can be reduced to a great extent.
For this reason, it is necessary to evaluate the environmental impact of plastic injection molding from a life cycle perspective. This is often done using a model called a life cycle assessment.
The model is designed to evaluate the entire life cycle of a plastic injection mould, and identifies the factors that contribute to its environmental impact. This model can then be applied to a case study to isolate the environmental impact of the mould production process.
Injection molding generates many environmental impacts, including high electricity consumption, greenhouse gas emissions, and raw material use. The use of durable thermosetting polymers in the process helps minimize these effects.





