

Foreword: The development of the plastics industry has made plastic material products more and more commonly used in people’s lives, and people have higher and higher quality requirements for injection molded products.

In order to meet these requirements and produce high-quality products, it is necessary to continuously research and improve injection molding technology.
However, in enterprise production, injection molded products often still have many defects, such as silver streaks, weld lines, warping deformation, slip marks, black spots or gray and black markings, bubbles,sink marks, material flow, vacuum voids, flow lines, etc.

The following is a list of common injection molding defects and its countermeasures are discussed.

Ⅰ. Cripple Phenomenon
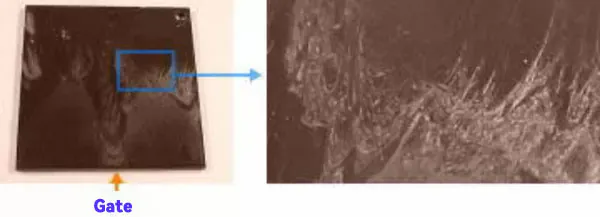
1. What is Silver Streak?
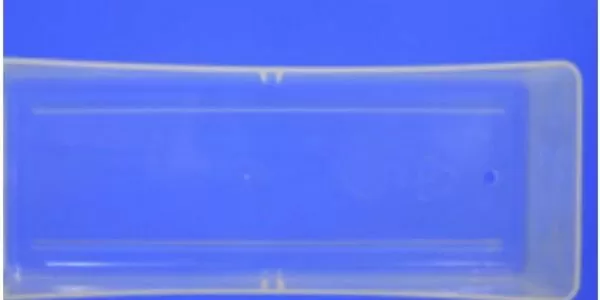
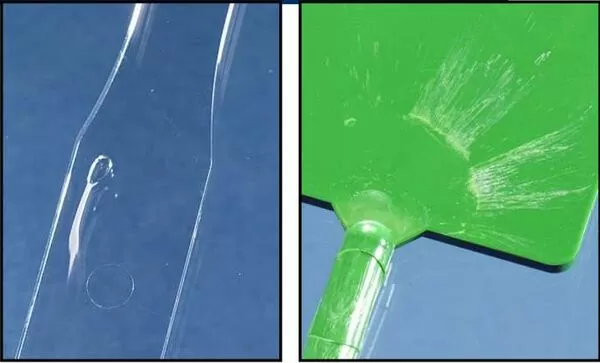
Silver streaking refers to the phenomenon of white spots or silver stripes appearing on the surface of molded products.
2. What are the Causes of Silver Streaks?
Resin decomposition products produce gas: Resin is a chemical substance, so it will gradually decompose as the temperature increases. The higher the temperature of the resin or the longer it stays, the more it will decompose and the easier it will be for silver streaks to appear.
Air is drawn in: If the screw rotates too fast and the back pressure is low, the tree being plasticized will be drawn in.
The amount of air in the fat will increase. As a result, stripe-like bubbles appear on the surface of the molded product, and silver streaks are easily formed.

The exhaust port is too small: when the gas is not completely discharged, bubbles will remain on the surface of the molded product, which will easily cause silver streaks.
Mixing of different materials: if due to insufficient cleaning, etc., the material from the last production or the material from the cleaning barrel is mixed in, and the temperature of the resin is too low, gas will sometimes be generated and silver streaks will be induced.

In addition, materials containing dyeing aids such as natural oil, lubricant silicone oil, plasticizer diethylene glycol, stabilizers, and antistatic agents are prone to produce silver streaks.
3. What are the Countermeasures for Silver Streaks?
Check the metering status: The metering status should be checked first. If the screw rotates too fast or the back pressure is insufficient, silver streaks may easily appear. Please adjust gradually and observe whether there is any change. If so, please adjust to the optimal value.

Check resin temperature: Resin decomposes. Each resin has its recommended use temperature (marked on the product bag and product catalog). Check if the actual temperature is within this range.
If it is out of range, it must be adjusted to come within range. Also check whether the screw size selection is reasonable.
Strengthen drying: also confirm whether the mold is leaking, confirm the drying temperature and drying time.
Whether there are contaminants: clean again. Because the retained resin has been decomposing, check whether the returned material is clean. Check whether the attached machine and material pipe are clean.

Check the exhaust port: Silver streaks may occasionally occur due to poor exhaust, so you should check whether the size of the exhaust port is sufficient.
Ⅱ. Weld Mark Phenomenon
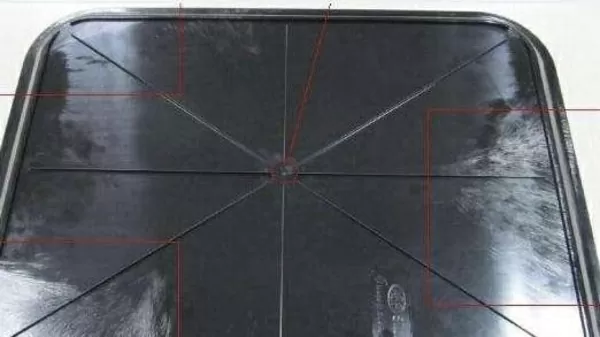
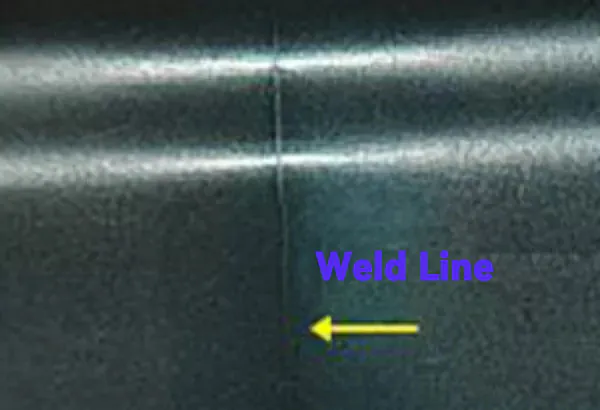
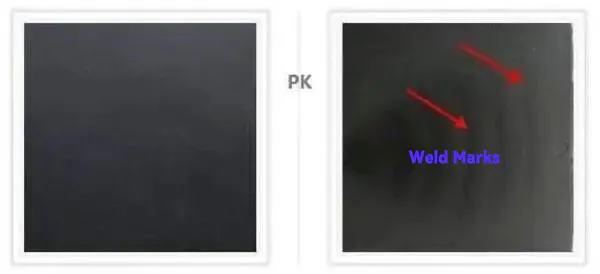
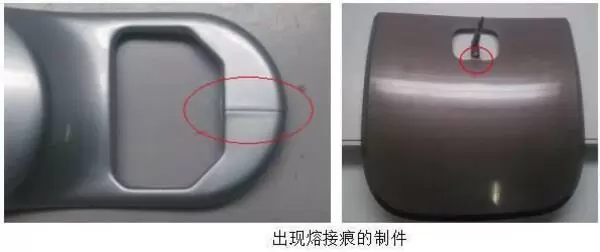
1. What are Weld Marks?
Weld marks: Welds occur where resins meet.
2. What are the Causes of Weld Marks?
Low resin temperature: Fusion occurs when two resin streams meet. At this time, the lower the temperature of the two, the more obvious the fusion will be.
Since the two resin flows at the fusion point do not mix with each other (because they advance while semi-solidifying in the jet), if the temperature is low, the surface layer will become thicker, the lines will be obvious, and the strength will also be reduced.
This is due to the weakening of the bonding force between the two. On the contrary, if the temperature of the two resin streams is higher, the bonding force will be stronger and the appearance will be less obvious.
The conditions for lowering the resin temperature are: low runner and mold temperatures, low barrel (especially nozzle) set temperature, slow injection speed, and low material fluidity.
Low pressure: At the fusion point, the two melted resins are squeezed. The bonding condition here depends on the pressure applied there. The lower the holding pressure, the more obvious the fusion will be and the lower the strength will be.
As curing proceeds, pressure transfer becomes more difficult. In addition, if the gate runner size becomes smaller and the gate location becomes poor, the appearance and strength of the fusion will deteriorate.
The exhaust from the vent is weak: the fusion is the merging point of the resins and may also be the end of the flow. At this point, if a vent is not well placed at this location to exhaust the gas, the appearance and strength of the fusion will deteriorate.
3. What are the Countermeasures for Poor Fusion Lines?
Increase the resin temperature in the fused section: Try gradually increasing the mold temperature and barrel temperature. Doing so will hopefully achieve maximum results. The pressure-holding effect will also be improved at the same time.
It is also effective to increase the injection speed and quickly form the fused portion in the sense that the fused portion is formed when the resin temperature does not drop.

Try to increase the effective holding pressure: Although you can simply increase the holding pressure setting, it is recommended to use conditions that make it easier to apply holding pressure at the same time.
Such as increasing the injection speed or multi-stage injection, increasing the resin temperature, increasing the mold temperature, expanding the gate, adjusting the thickness, Use molten material materials with good fluidity and check the check and screw wear.
Check the vent: even if the fusion is the flow end, the vent needs to be checked. At the same time, reduce the clamping force to the minimum value, and check whether the thickness and size of the exhaust port ensure smooth exhaust and whether it is contaminated by mold scale, etc.

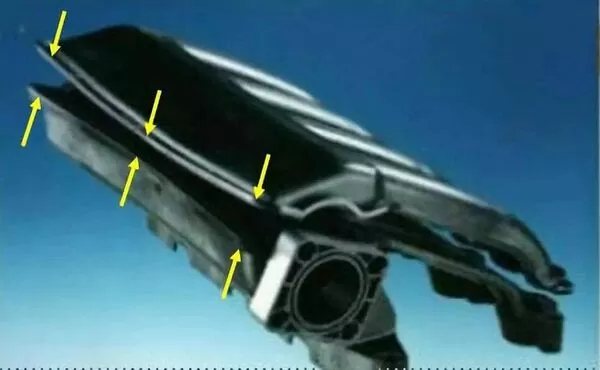
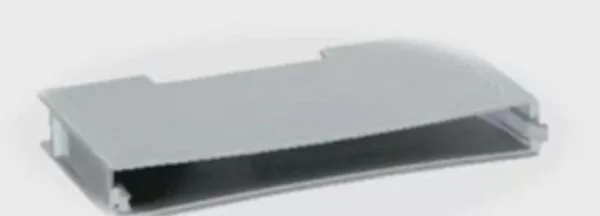
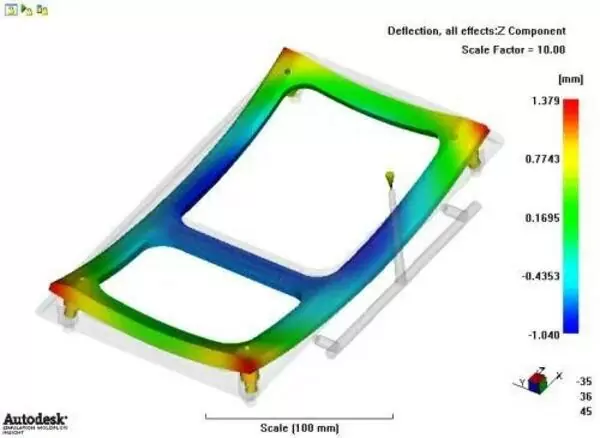
Ⅲ. Warping Deformation Phenomenon
1. What are the Causes of Warping and Deformation?
Causes of deformation: uneven shrinkage, uneven temperature, uneven pressure, and molecular orientation.
2. What are the Countermeasures to Solve Warping and Deformation?
Increase Gate Size (To Reduce Pressure Loss; Reduce Molecular Orientation):
If there is no problem with quality, the gate size is sometimes set smaller due to factors such as shortening the molding cycle and trimming the gate. However, too small gate size is detrimental to deformation.
Improper number or location of gates will cause the flow length to be too long and the flow resistance to be too high. The corresponding injection pressure must also be increased, the plastic molecules will be stretched, and the extrusion mechanical stress will forcibly press in the residual stress to easily warp.
The pressure near the gate is high and the melt volume shrinkage is small; the pressure at the final filling point is low and the volume shrinkage is large.
When the flow length is too long, the difference in volume shrinkage of the upstream and downstream melt is large and the residual stress is large and it is easy to warp.
The gate position should be determined according to the principle of balanced filling, that is, the time when each melt wave front reaches the end of the cavity and the weld line is formed is basically the same. The filling should be thick first, then thin, flat and then bent.

Molding condition factors:Injection and holding time: In principle, they are set to the gate closing time.

If the injection and pressure-holding time is shorter than the gate closing time, the pressure-holding process to fully transmit and maintain pressure in the mold cavity will be insufficient, and deformation may occur.
If the holding pressure is too high, the residual shear stress and compressive stress of the melt entering the holding pressure will be large, which will easily cause warpage.

If the holding pressure is too low, reflow will occur near the gate, which will cause the melt to reflow and generate residual shear stress. The volume shrinkage in the center of the product is large [due to low pressure], and the shrinkage around it is small.

The difference in internal and external volume shrinkage produces residual tensile and compressive stress, and warping is easy to occur. Therefore: the general idea is high mold temperature, low injection rate, and low pressure.
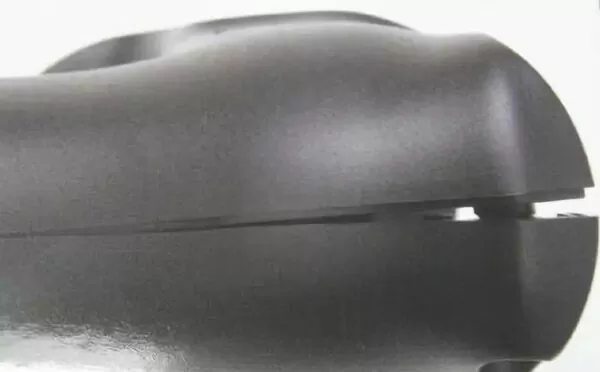
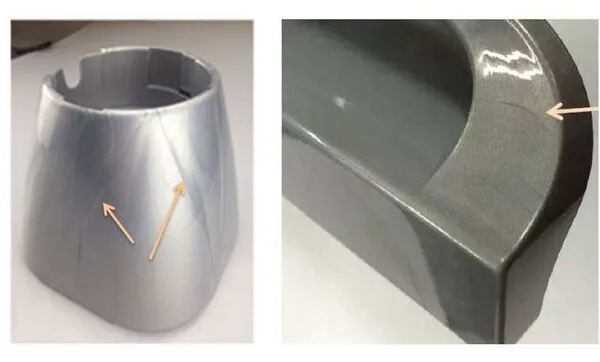
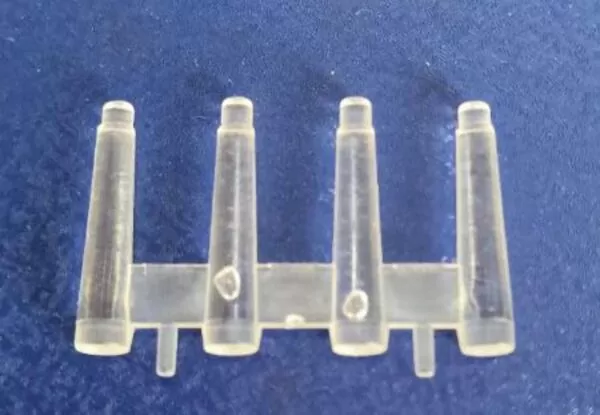
Ⅳ. Skid Mark Phenomenon
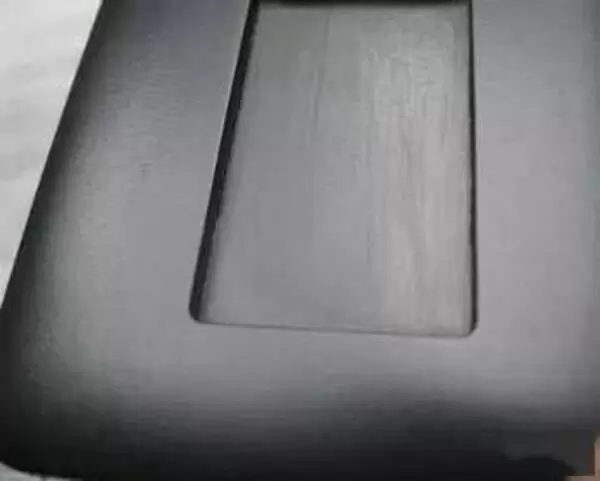
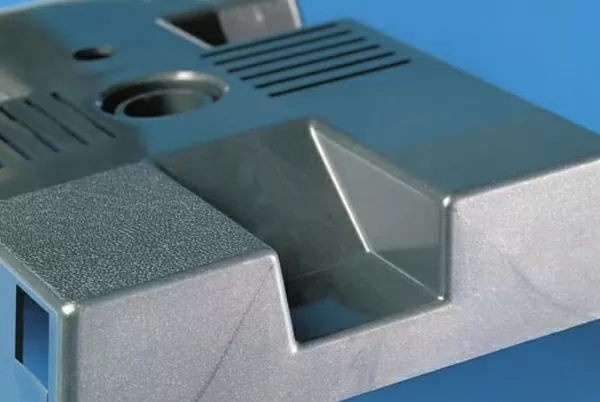
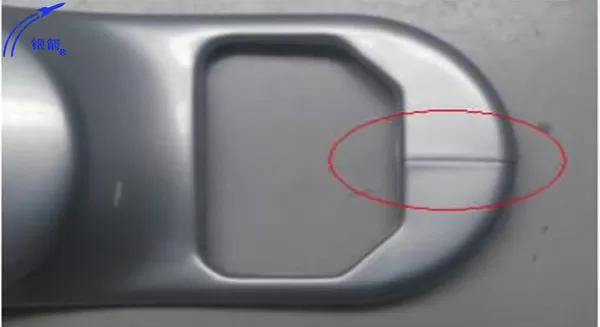
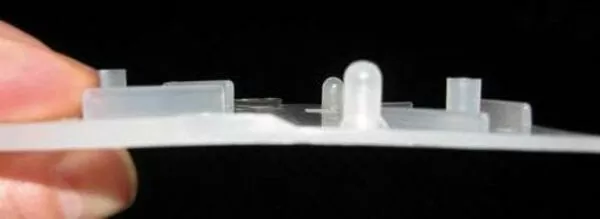
1. What are Skid Marks?
“Slip marks” are a phenomenon where a once-cured surface layer succumbs to subsequent pressure and moves. The once-cured surface slides laterally under the action of holding pressure or injection pressure, and is squeezed onto the mold again, so patterns appear on the surface of the molded product.
Causes of Skid Marks
Mold design: Slip marks are basically caused by improper shape of the product. Although there are also reasons for the molding conditions, the impact is not significant. There are three types of shapes that are prone to slip marks: corners without rounded transitions, slightly jumped ejector pins, and sharp edges.

When the resin cured layer slides on vertical corners and small steps on the surface, the traces are very conspicuous, so slip marks are prone to occur.
In addition, when the gate position and number of points are changed, the resin flow direction and resin pressure will change accordingly, so the occurrence of slip marks will also change.
Contains lubricants: under a certain sliding grade, it contains a large amount of oil to ensure sliding properties, but it often causes insufficient adhesion between the melt layers and makes slip marks easy to occur.
Influence of injection speed: When the injection speed is low, curing will accelerate, so the pressure will increase accordingly, and slip marks will sometimes appear under the action of this force. On the contrary, even if the injection speed is too fast, the solidified layer will become easier to move under the action of this force.
Influence of mold temperature: when the temperature is low, the resin pressure in the mold cavity will increase, and slip marks will sometimes occur under the action of this force. Conversely, when the mold temperature is too high, the solidified layer becomes softer and sometimes moves more easily.
2. What are the Solutions to Skid Marks?
Adjust the injection speed: On the existing basis, adjust the injection speed up and down. It is recommended to use multi-stage injection to eliminate slip marks. If this can solve the problem, then let it go. If it cannot, adjust the mold temperature.

Adjust the mold temperature: Adjust the mold wall temperature up or down on the existing basis to eliminate slip marks. If this does not solve the problem, the mold shape will need to be adjusted.

Change the mold shape: change the shape of the problematic part. Rounded corner transition, correct adjustment of the height of the ejector pin, etc., reducing sharp edges, molded products with vertical corners. In addition, changing the gate position is also effective.
Change the material grade: when the problem cannot be solved and the mold shape cannot be changed, switching to other grades of materials is also a countermeasure.
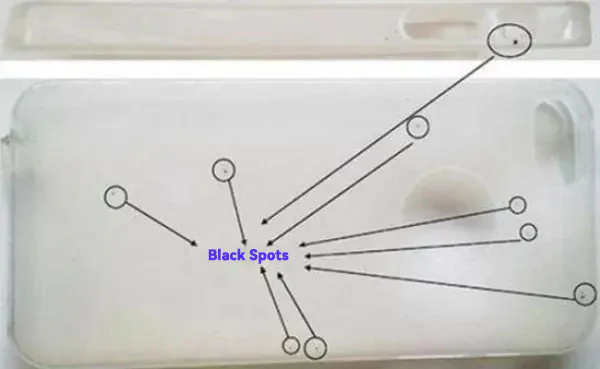
Ⅴ. Black Spots or Gray-Black Markings
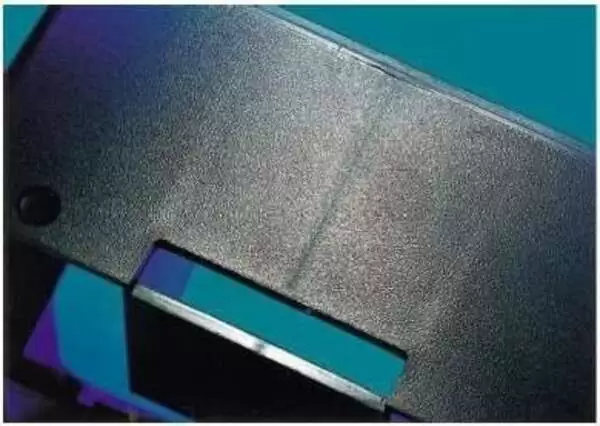
1. What are “Black Spots”, Gray and Black Markings?
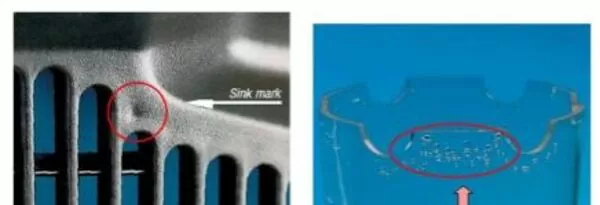
Black spots refer to the phenomenon of black dots or stripes appearing in molded products. For some reason, its composition is estimated to be charred resin or carbonized resin, or dirt.
2. What are the Causes of Black Spots and Gray-Black Markings?
Causes of Black Spots and Gray-Black Markings:
Insufficient cleaning: Insufficient cleaning, where previously used resin remains in the molding machine, is also a cause of black spots. As mentioned in the previous item, there are areas where resin is likely to accumulate, such as non-return rings and thread grooves, or areas where the screw is worn.

Foreign matter mixed in (contamination): Other easily decomposable materials may be mixed in. Check the material transportation process and the status of recycled materials.
Excessive gas: If the metering process starts too early, the air trapped in the particles in the screw feeding area does not escape from the feeding opening, and the air will be squeezed into the melt.

However, the pressure in the feed zone is too low to move the air to the back. The air squeezed into the melt in the barrel will cause gray and black streaks in the product.
3. What are the Countermeasures to Solve Black Spots and Gray and Black Markings?
Clean thoroughly until black spots no longer appear:
Commonly used cleaning methods: high viscosity PEPP, chemical cleaning agents, and copper brushing when disassembling the screw.For optical products or those with higher requirements, the method of one material and one material can be used.
Try to lower the resin temperature: it is recommended to measure the actual temperature with a resin thermometer etc. In particular, parts that are prone to stagnation, such as non-return rings, are most likely to cause black spots, so pay special attention to the temperature near them.

Ⅵ. Bubble Phenomenon
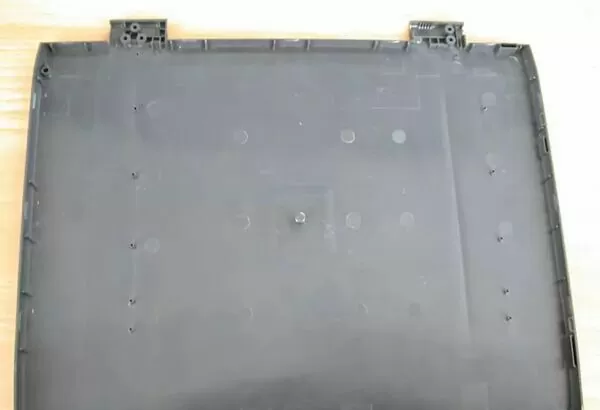
1. What are Bubbles (Appearance)?
Bubbles refer to a phenomenon in which the surface of a molded product bulges or internal gas is entrapped. Bubbles appear on the surface.
2. What are the Causes of Bubbles?
Entrained in Air:
Air is involved in the material: the screw speed is too fast, the back pressure is too low, and the back suction volume is too large.

Air is involved in the mold cavity: the injection speed is too fast, the gate is too small, racing phenomenon, main channel slope, resin degradation: the temperature of the material is too high, the residence time of the barrel is too long, the screw diameter is too large, and it is easy to mix other Decompose material material.

3. What are the Countermeasures for Bubbles?
Reduce air entrainment: Reduce air entrainment in the barrel: Reduce screw speed, increase back pressure, and do not set too much back suction amount.

Reduce the air entrainment in the mold cavity during filling: reduce the injection speed, adjust the gate position, size and shape. Adjust the draft angle of the main flow channel. The key is to grasp the flow pattern through filling experiments, and then establish corresponding countermeasures on this basis.

Inhibit material degradation: lower the barrel temperature (within the recommended operating temperature range. Do not lower it excessively), select a reasonable screw diameter, and thoroughly clean the barrel and various auxiliary machines to prevent mixing of materials.
Use high-viscosity materials or add additives: High-viscosity materials are generally not prone to cavities, so trying to use this material is also a way to add additives such as glass beads.

Ⅶ. Conclusion
Molten Plastic injection molding is to inject qualified and high-quality products to meet people’s production and life needs.

In injection molding technology, in order to produce qualified and high-quality injection molded products, it is necessary to avoid various injection molding defect in the products, and adjust production factors such as temperature, speed, and pressure until qualified and high-quality plastic products are produced.

Therefore, in-depth research and solutions to common defects of plastic injection molding process products are of great significance to the advancement of injection molding technology and people’s high-standard living requirements.






