

Injection molding is a process for making plastic parts by injecting molten plastic into a mold. The molten plastic is pressed into the mold under high pressure and then cooled and solidified.
The cycle time is the time it takes for the injection molding machine to go from start to finish, including the injection and cooling process phases. Reducing cycle time can help increase productivity and reduce costs.
Several factors can affect cycle time, and optimizing each of them can be a challenge. In this blog post, we’ll discuss what factors you need to consider when trying to reduce injection molding cycle times. We will also provide some tips for doing so.
What is the injection molding cycle and what are its components?
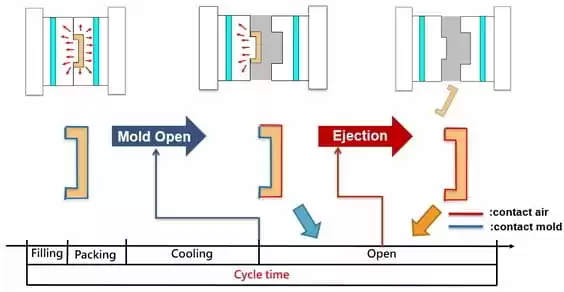
Injection molding is the process of making plastic parts by injecting molten plastic into a mold. It is a versatile process that can be used to produce parts of various sizes and shapes. The injection molding cycle consists of four main phases: injection, cooling, ejection, and resetting.
In the injection phase, plastic is melted and injected into the mold. During the cooling phase, the plastic cools and hardens inside the mold. In the ejection stage, the finished part is ejected from the injection mold. In the reset phase, the mold is prepared for the next cycle.
These four stages are completed in a matter of seconds and repeated until the desired number of parts is produced. Injection molding is a fast and efficient way to produce large quantities of identical plastic parts.
How does the injection molding cycle work?
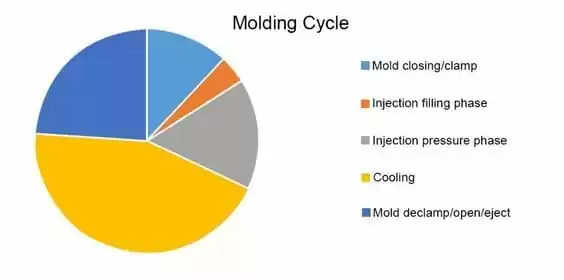
In a molding cycle, each moving part of the injection unit and clamping unit of the injection molding machine operates once in sequence in a predetermined order.
To facilitate the analysis of the injection molding cycle process, the molding cycle can be divided into two parts: the molding operation phase and the auxiliary operation phase.
1. Molding operation stage
The molding operation phase is the time required for the melt to enter the mold, fill the mold cavity, and condense and set in the mold cavity.
Since the molding and shaping are carried out in the closed cavity, the injection molding time should be included in the mold locking time. The molding operation mainly includes four stages, such as mold filling, pressure holding, backflow, and mold release.
a) Mold filling stage
This is when the screw (or plunger) starts to move and the melt enters the mold cavity until it fills the cavity. When the mold is filled, there is no pressure in the cavity, and when the cavity is filled, the flow pressure rises rapidly to its maximum value.
When the mold filling time is related to the injection molding pressure, during the slow mold filling, the first melt will be cooled and the viscosity will increase, so the subsequent melt will enter the mold cavity under higher pressure, and the melt will be subjected to higher shear stress and higher molecular ,, so the quality will decrease.
In this way, the temperature of the melt can be kept higher, the molecular orientation can be reduced, and the fusion of the plastic parts can be higher. However, when the mold is filled too fast, the fusion of the rear part with inserts is often bad, resulting in poor strength of the plastic part.
b) Pressure-holding stage
This refers to the melt filling the mold cavity until the screw (or plunger) recedes. At this time, the melt pressure is stable, and the pressure-holding pressure is relatively stable.
However, the melt shrinks due to cooling time. Since the melt is still under constant pressure, the melt in the barrel will flow into the mold cavity to fill the gap caused by shrinkage, which is conducive to improving the density of plastic parts, reducing the shrinkage rate, and overcoming surface defects.
In addition, because the melt is still flowing and the temperature is dropping, the orientation molecules are easily frozen, so this stage is the main stage of macromolecular orientation formation. The longer this stage is, the greater the degree of molecular orientation is.
c) Backflow stage
This is the stage from when the screw (or plunger) is backed up to when the melt solidifies at the gate. At this time, the pressure in the mold cavity is higher than that in the runner, so the melt will flow backward from the mold cavity, thus causing the pressure in the injection mold cavity to drop rapidly, and when the melt at the gate solidifies, the backflow will stop.
If the melt at the gate is already solidified when the screw (or plunger) is backed up, the backflow will not occur. Alternatively, if a non-return valve is installed in the nozzle, backflow will not occur.
The pressure and temperature at the gate solidification have an important influence on the shrinkage of the molded part, i.e. longer holding time, high sealing pressure, and less backflow, then the shrinkage is smaller.
The backflow stage has both the flow of molten material, it will increase the orientation of molecules, but this orientation is relatively small, and the ripple area is not large.
d) The molding stage
This refers to the complete solidification of the melt from the gate until the plastic part is ejected from the mold cavity. In this stage, the plastic in the mold continues to cool, but there is a small amount of flow in the mold.
The mold temperature, pressure, and volume of the plastic inside the mold change during this stage. When the part is released from the mold, the pressure inside the mold is not necessarily equal to the pressure outside, and this pressure difference is called residual stress.
If the residual pressure is positive, it is more difficult to release the mold, and if the residual stress is negative, the plastic part will shrink inward to produce wrinkles and depressions. And only when the residual stress is close to zero, it is easy to release the mold, and the quality is also better.

2. Auxiliary operation stage
The auxiliary operation stage is all the operations except the molding operation injection stage, which usually includes the opening and closing of the mold, placing the insert, applying the release agent, and taking out the product.
Since the molding and shaping of plastic parts are carried out in the closed mold cavity, the injection molding time should be included in the time of mold locking, while the action time of moving parts and auxiliary operation time should be included in the time of mold opening.
The factors affecting the injection molding cycle
Injection molding is a processing method to make plastic parts by injecting molten material into the mold.
Factors that affect the cycle time of injection molding include the material used, the size and shape of the part, the complexity of the design, and the type of molding machine.
The material used is one of the most important factors, as some materials are more difficult to injection mold than others. For example, materials that are very viscous or have a high melting point will take longer to fill the mold and cool.
The size and shape of the part also plaplayrole in cycle time, as larger and more complex parts will take longer to fill the mold. In addition, the type of injection molding machine will also affect cycle time.
Factors such as screw size, barrel capacity and injection pressure all affect the time it takes to mold a part. By understanding these factors, manufacturers can optimize their processes to reduce cycle times.
Several factors can affect the cycle time of injection molding. One is the size of the part being molded. Larger parts take longer to cool, so they have a longer cycle time. Another factor is the material being molded.
Some materials, such as glass-filled nylon, require longer cooling times than others. The shape of the part can also affect cycle time. More complex-shaped parts or parts with thin walls require longer cooling times and longer cycle times.
Finally, the number of cavities in the mold also affects cycle time. The more cavities in the mold, the more parts can be molded in a given amount of time.
By understanding these factors, manufacturers can optimize their injection molding process to minimize cycle time and maximize efficiency.
Advantages of Injection Molding Cycle Time
Injection molding is a manufacturing process that involves injecting molten plastic into a mold to create a variety of shapes and parts. This process offers many advantages over other manufacturing methods, including its speed, accuracy, and versatility.
One of the main advantages of injection molding is its speed. The entire process, from injection to cooling to ejection, can be completed in a matter of seconds. This makes it ideal for the mass production of small parts and components. In addition, injection molding is very precise.
Tight tolerances of 0.005 inches can be achieved with this method. This ensures that parts are consistent and meet the most stringent requirements. Finally, injection molding is very versatile.
A wide range of materials can be used for injection molding, including metals, plastics, and composites.
In addition, the process can be easily adapted to create complex geometries or intricate designs. With its many advantages, it is no wonder that injection molding has become one of the most popular manufacturing processes in the world today.
What are the benefits of shortening the cycle time of injection molding?
Injection molding is a common manufacturing process used to create injection molded parts and components from plastic materials. The advantage of injection molding is its ability to produce complex shapes with a high degree of accuracy.
However, one of the challenges of injection molding is the cycle time, the time required to inject the material, cool the material, and remove the part from the mold can be quite long.
This can be expensive in terms of both time and money. One solution to this challenge is to shorten the injection molding cycle time. Doing so has several benefits.
First, it increases productivity by allowing more parts to be produced in a given amount of time. Second, it reduces material waste, since shorter cycle times typically result in using less material.
Finally, shorter cycle times can also improve dimensional accuracy by reducing the amount of injection time the material is exposed to heat and pressure. Thus, shorter injection molding cycle times can provide significant advantages in terms of cost and quality.





