

Injection Molding
Plastic Injection Molding refers to the method of injecting heated and molten plastic material into a mold, cooling and curing it, and then obtaining a injection molded parts. It is also called injection molding and is suitable for mass production and complex shaped products in the field of forming and processing.
Several steps of the entire injection molding process:
The injection molding process is executed in the following seven sequences.
1.Close the door
Semi-automatic need to open and close the safety door, fully automatic safety door is set in the closed state.
2.Lock the mold
Advance the moving plate on the moving side to close the mold, and lock the mold firmly after the mold is closed.
3.Injection (including pressure-holding)
The screw is pushed forward quickly to the molten molding material injected into the mold cavities to fill the mold, and the pressure must be maintained after filling. The pressure that the mold is under when it is first filled is generally called the injection pressure or “primary pressure”.
4.Cooling (and the next action of the “plasticization process”)
The process of waiting for the injection molded plastic material in the mold cavity to cool and solidify is called “cooling”. At this time, the injection unit is also ready for the next operation, which is called the “plasticizing process”.
The molding material placed in the hopper, flowing into the heated material tube heating, is based on the screw rotation shear the raw material into a molten state, the screw like the principle of dialing the screw, one side of the turn back, the front of the screw will store the molten molding material, screw rotation, resistance to the screw back pressure called the screw “back pressure”.
The design of the cooling system of a injection mold is very important. Because the molded plastic article to need to be cooled and solidified to avoid deformation or damage.
The cooling time of the takes about 80% of injection molding cycle, so a well-designed cooling system can shorten the cycle time and improve the productivity magnificently. Poor designed cooling system will increase cycle time, increase costs; uneven cooling will cause distortion of molded plastic parts; which will cause the failure of total project.
5.Open the mold
Move the moving side of the moving plate backward, the mold will be opened.
6.Open the safety door
The safety door is open and the injection molding press is in standby mode.
7.Take out the parts
Take out the finished product, and then check to make sure there are no objects left in the mold before closing the door.
The whole molding operation above is called a molding cycle.
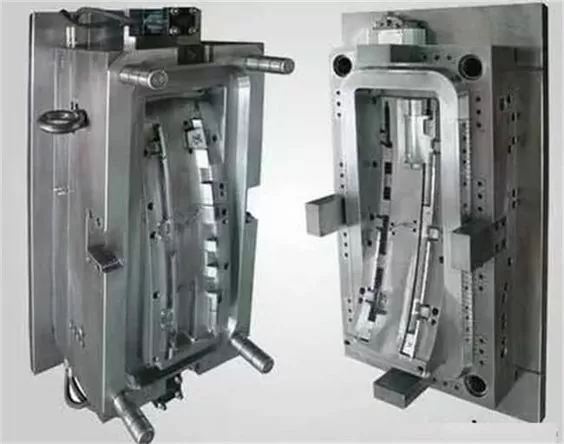
The finished product is formed by the shape of the plastic mold. The mold is made up of a female mold and a male mold, and there is a gap between the male and female mold kernels where the material flows into and compresses to form the product. The material flows into the male and female molds before the flow paths such as the main flow path (SPRUE), the flow path (RUNNER) and the gate (GATE).

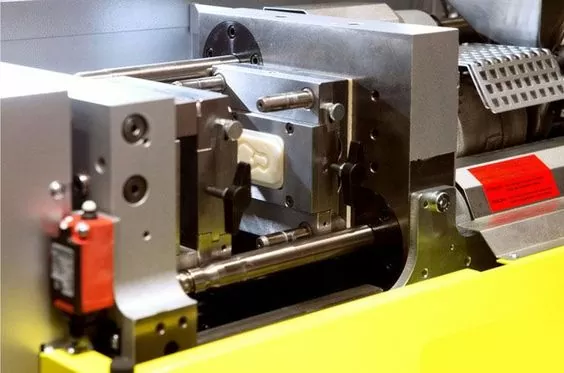
Injection molding machine
The injection molding machine can be divided into two parts from larger items: the mold closing device and the injection device.
1.Mold locking device
Locking device is a device that closes the mold without being opened, and the mold is opened only after the molding material has cooled and solidified in the mold cavity, and then the finished product is taken out, etc.
2.Injection device
The equipment and device that shoots out the molding material and fills the mold cavity is called injection device. These two devices are combined to form an injection molding machine.
The injection device heats and melts the resin and then injects melted plastic into the mold. In this case, the screw is rotated and the resin injected into the hopper is held at the front end of the screw (called metering) as shown in the figure, and then injected after a stroke storage equal to the required amount of resin.
While the resin is flowing in the mold, the speed of the screw movement (injection speed) is controlled, and it is controlled with pressure (holding pressure) after filling the resin. When a certain screw position or a certain injection pressure is reached, it is switched from speed control to pressure control.
Technical parameters of injection molding machine
The capacity of injection molding machine is basically distinguished by the following three regulations.
A Mold clamping force
When injection, the maximum clamping force of the mold is not opened, expressed by TON.
The projected area of the molded product is the projected shadow area perpendicular to the direction of mold opening and closing (actually it can also be said that the area of the mold).
The average pressure inside the mold added to the projected area is called clamping force, clamping force if the mold “projected area × average pressure” is greater than the “clamping force” when the mold of the male and female mold will be pushed apart.
Clamping force = projected area × average pressure in the mold
Generally speaking, the average pressure inside the mold is 20~45MPa, but for some thin-walled, high-precision products, the average pressure inside the mold is up to 60MPa.
Finished products, raw materials general products difficult to mold products small and precise finished products
PE, PP, PS, ABS 300 400 600
PVC, PC, POM, AS 400 500 800
B. Injection volume
The maximum weight of one shot is usually expressed in grams.
C. Plasticizing capacity
The amount of resin that can be plasticized per unit of time is generally expressed in grams. (PS resin is the standard)
D. So-called mold opening stroke
It means the distance between the moving plate and the fixed plate when the moving plate of the molding machine is backward to the end. The thickness of the mold can only be installed in and out of the inner side of the mold opening stroke.
Generally speaking, the mold clamping device can be divided into two types: direct pressure type and crankshaft type.
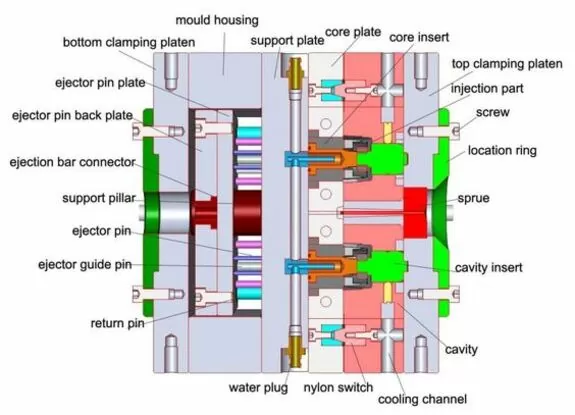
Mold
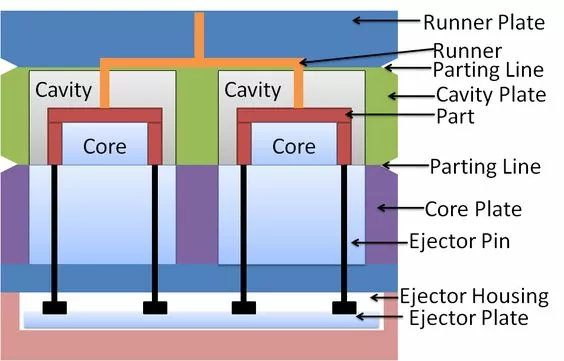
Mold is a metal model that is used to receive the injected resin in order to make the material into a certain shape. The main structural parts of mold are mold frame, mold cavity, and flow channel.
Molded Products
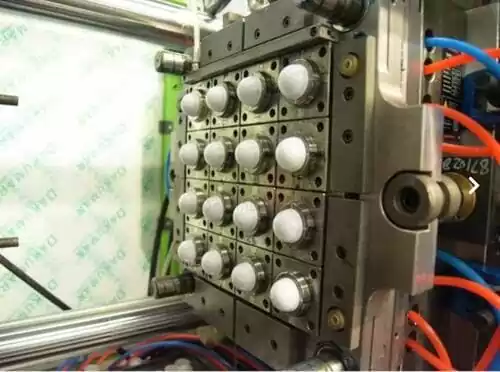
The molded part is composed of the gate where the resin flows into the molten resin, the runner into the mold groove, and the product part. Since only one product can be made in one molding operation, the efficiency is not high. If several mold slots can be connected by runners, several products can be molded at the same time.
In this case, when the runner length of each die slot is different, it is not possible to fill the resin at the same time, and most of the die slots are different in size, appearance and physical properties, so the runners are usually designed to be the same length.

Molding Process
Molding conditions
Using PS raw materials and molding examples, the principles of injection molding are “melting”, “injection”, and “cooling” in three stages.
1.1 “Melting” process
1.1.1 Tube temperature
The temperature of the material tube and the temperature to be set in each area is general knowledge (distinguished as the material tube filling nozzle, front, middle and back).
It is difficult and impossible to measure the temperature of the stagnant material at the front end of the screw, so the temperature of the front end of the tube is used as the temperature of the material.
The temperature of the material is determined by referring to the information provided by the manufacturer and the actual condition of the mold, so that the temperature of the front end of the tube is determined first, and then the temperature of the back end is set. If the temperature of the rear part is too high, the material will soften immediately on the screw and the material behind will not be added.
In principle, the temperature of the nozzle should be the same as the temperature of the front of the material tube, but if it is not lowered a little, the material will leak out from the nozzle, so the temperature of the nozzle should be lowered by 10℃ than the temperature of the front of the material tube.
1.1.2 Rotation speed of the screw
If the rotation speed is too fast, overheating will occur due to excessive friction, and if the rotation speed is too slow, it will take longer to cycle the material, thus increasing the cost. Do not set too fast either.
1.1.3 Back pressure of the screw
In order to prevent the screw from retreating quickly, the screw must be given a pressure, the back pressure of the screw is too low, because the molten material, the gas generated when the screw will retreat, then the amount of molten molding material is not stable.
If the back pressure of the screw is too high, the screw retreats slowly, thus making a cycle of time also grow, the back pressure will make the mixing of materials to achieve a good state, bearing the back pressure of the screw speed if faster a little bit, will make the material mix better, but the back speed can not be too fast, back pressure can not be too high, otherwise the screw rotation is too fast, will be too much friction and overheating phenomenon.
The amount of screw back pressure is expressed in degrees of the pressure gauge.

1.2 The process of injection
1.2.1 Injection volume
The amount of injection is determined by the screw back to a certain position, that is, the weight of the molding material filled into the mold material.
In fact, when the screw back to a certain position will continue to back a little, just as the screw forward to a certain position can not be completely cut off to prevent the material from continuing to shoot out the same, although this location should be cut off to stop, but can not be cut off to stop and continue to move the location, we call The padding.
The volume of the finished product is determined by the amount of padding plus the backward movement of the screw to the specified position. For example, if the actual volume of material needs to be 60mm, it should be set to 65~70mm, because the volume of material is 5~10mm.
1.2.2 Injection speed
The injection speed is determined by the speed of the screw forward, the screw forward speed refers to the program set on the machine, so that the screw from one position to another, the beginning of the injection speed is equal to the screw forward speed, that is, the injection speed to call, the principle of molding is that the material has not yet cooled down before the material shot out, so the injection speed should be as early as possible, the faster the better.
However, because of the difference of the mold, it is not possible to shoot out the mold quickly before it is too late.For example, if the injection speed is too fast, the material will be ejected from the gate, causing the bad phenomenon of spray marks.
1.2.3 Injection pressure (primary pressure)
Injection pressure is the pressure that fills the molding material into the mold cavity in an instant, and the pressure change of the mold is one of the important ones among many molding conditions. In this case we are talking about injection pressure which is the hydraulic pressure of the screw pushing forward.
For injection molding machines, injection pressure and injection speed are interrelated, which means that if the injection pressure is not high, the injection speed will not be fast enough. In order to avoid accidentally damaging the mold due to high injection pressure, the new mold should be used at medium pressure and medium speed for the first mold test.
The pressure inside the mold is generally 400Kgf/cm2, the pressure is too high besides will produce burr and also will make the mold damaged, so remember that the pressure should not be adjusted too high, but the pressure is too low the material can not be filled in all corners of the mold.
1.2.4 Mold temperature
Mold temperature varies depending on the location of the mold water circuit.
The procedure of setting the mold temperature is to set the water temperature of the mold temperature controller at the beginning, and then the mother mold and the male mold use the mold temperature controller separately.
When the mold temperature is high, the molded products will be cooled slowly, but the molded material will flow better but the cycle time will be longer, so the mold temperature should not be too high.
1.3 Engineering for pressure retention
1.3.1 Pressure-holding changeover (secondary pressure changeover)
In order to fill the mould completely, the forming machine must apply injection pressure for an instant and then maintain the pressure for a period of time.
If the injection pressure is held constant for a period of time, it will be subjected to harmful pressures near the “water entry” area and deformation and rupture will occur, i.e. the injection pressure is too high. However, if the injection pressure is not high, the material will not be completely filled in all parts of the mould and a solution must be found for this situation.
We use the pressure-holding switch position to illustrate when the injection pressure (primary pressure) into the pressure-holding (secondary pressure), pressure-holding switch is the basic set screw forward position, when the screw back to the set position, its distance with the pressure-holding switch position that is the screw forward amount, that is, the injection volume, if not enough, the injection pressure is not rising, when the primary pressure and secondary pressure in the conversion, want to ask the screw forward in when the primary and secondary presses are switched, it is not possible to ask the screw to stop immediately at a predetermined position, because the screw will continue to advance a little.
After the second press, the screw is positioned in the position of the bedding material and the holding pressure change-over position is a little larger than the bedding material, usually a little larger than 5 mm.
1.3.2 Holding pressure (secondary press)
Here the holding pressure is first adjusted by 1/2 of the injection pressure, then the product is observed and then increased until 80% of the injection pressure is reached.
In some machines, the holding pressure can be adjusted by the program, and the holding pressure is gradually reduced as the time is extended.
1.3.3 Holding time
The principle of holding pressure is to maintain the moulding material in the mould until it can no longer flow, but because the gate has a blocking effect, if the gate cools and solidifies, the effect of holding pressure will be ineffective, and if the holding time is too short, the pressure will be released, so the effect of holding pressure will disappear, and the finished product will have poor flesh and shrinkage and other undesirable situations will occur.

1.4 The cooling process
1.4.1 Cooling time
The cooling time is the time set between the end of the holding time and the opening of the mould. The moulded material is cooled in the mould and then removed from the mould without deformation and must be firm. If the cooling time is set too long, the cycle time will be longer.
A low mould temperature will shorten the cooling time, and if the cooling time is too short, the moulded product will be deformed.
But the actual moulding, in the cooling time, is also for the next moulding plasticisation process, that is, the screw side of the rotation side back to the set position, the length of this time, should be included in the cooling time, if the plasticisation time is longer than the cooling time, the cooling time of the moulding will be wasted, then to avoid this waste, you can turn the screw and the screw back pressure In order to avoid this waste, the rotation of the screw and the back pressure of the screw can be adjusted, i.e. the number of rotations can be increased or the back pressure reduced.
Cooling time is the longest part of the moulding cycle and can be reduced if the cooling time is shortened.
1.4.2 Molding cycle (CYCLE TIME)
The forming cycle is the time between the production of one finished product and the production of another. If the safety door is open for a short time, but the time set for the forming cycle has not yet been reached, the next forming operation cannot begin.
The filling time can be adjusted by the injection speed and the injection pressure. In order to make the mould fully filled at all positions, a higher injection pressure is preferable and necessary, but the injection pressure should be changed immediately to a holding pressure so that the gate is not subjected to unnecessary pressure.
The injection pressure is adjusted by the injection pressure and holding pressure switching position of the moulding machine and the injection speed, and the holding pressure is adjusted by the holding pressure and holding time of the moulding machine.
1.5 Balancing of moulding conditions
The balance of moulding conditions is very important in the actual moulding process, as the moulding conditions may sometimes be met, but not the other way round.
When the injection pressure (primary pressure) is too low, it is easy to release the mould and not easy to produce burrs, but it produces burrs and glue, and conversely, when the injection pressure (primary pressure) is too high, although burrs and glue are not easy to occur, burrs tend to occur and it is difficult to release the mould.
If the injection pressure is adjusted upwards or downwards, it will be difficult to solve this problem. The actual moulding condition is to adjust the temperature of the material tube low, the mould temperature high, the injection speed fast, the injection pressure (primary pressure) low, the holding pressure (secondary pressure) high, the holding time long.
2. Observation of undesirable phenomena and causes
How can we be sure of observing the defective phenomenon?
The first observation is whether the appearance of the standard? If there is no problem with the appearance, then check the dimensions. If there is no problem with the appearance and dimensions, then check the strength. When inspecting the appearance of a product at the moulding site, it is important to use standard samples and limited samples for comparison.
To illustrate the causes of general defects, there are three factors (other defective items can also be considered in this way).
2.1.1 Instability of the moulding material
If a defect did not occur yesterday but occurs today, the instability of the moulding material is a major factor.
2.1.2 Low accuracy of the mould (error of the mould)
This is mainly caused by the poor accuracy of the work. Some moulds have burrs when they first start production, so new moulds must be checked for all dimensions before mass production.
Secondly, the shrinkage rate of the mould is not set correctly. When a new mould, new forming machine, or new material is produced, it must be produced continuously to a certain number, and then the dimensions are measured.
Poor accuracy in use. When the mould is stationary, the inspection results are very accurate, but when moulding, changes in pressure and temperature affect the structure of the mould, thus reducing its accuracy. This is due to the action of the moulding machine and causes moulding defects, so it is important to set the target of the mould at the stage of mould design to high precision and high rigidity.
When wear and breakage occurs. In addition, the flow of material in the gate area will change due to wear and tear, which will also cause dimensional changes, so the should be checked daily and regularly.
2.1.3 Changes in forming conditions (changes in moulding)
The forming conditions are temperature, pressure, time, speed, position, etc. Although the scale on the forming machine is set at the same position, the actual forming conditions may be different, and the reasons for this are external factors.
If the room temperature at the moulding site can be controlled to a certain degree, it will be very effective in solving moulding defects.
2.2 Prevention of recurrence of defects
In principle, it is impossible to achieve “zero” moulding defects, so it is important to remember that “the idea that defects cannot be avoided” is not acceptable. Determine the situation on the production, and then to check the good and bad, bad reasons do not exclude it completely, the production of goods such as bad products mixed in, so will certainly produce problems.





