

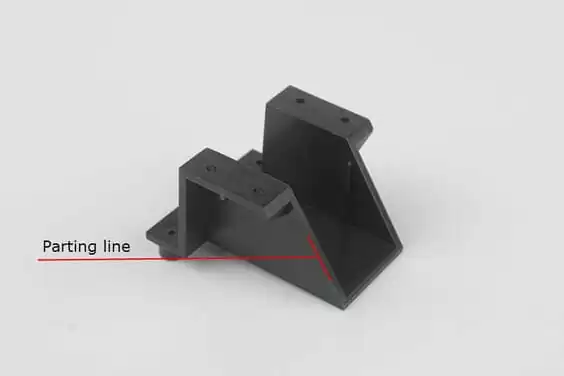
The parting line is an integral part of the injection molding process. There are several types of parting surfaces. This article will provide information about the different types and how they affect the quality of injection molded parts. It will also provide you with information about the different types of parting lines and the different methods of venting them.
Impact of parting line on production cost
When developing an injection mold, the location of the parting line is a critical factor. This decision affects the complexity of the mold and its production costs. The parting line must be placed appropriately to balance the quality and appearance of the final product. Proper parting line placement also impacts the finishing required for a part.
Parting lines can occur anywhere along a mold, including a tool insert or shutoff. Plastic parts are drawn toward the parting surface since this is the easiest place for displaced air to escape. Some parting surfaces have a flat or beveled surface, while others are curved or steps.
The parting line also allows you to use vent pins to control the level of gas that is allowed to escape. This is important because it helps in maintaining the geometry of the injection molded part. Besides, it allows the mold to have a uniform volume.
Types of parting surfaces
There are two basic types of parting surfaces in injection molds. One is flat and the other is angled. Flat surfaces are the best choice for plastic injection molding if they are smooth and flat in appearance. The other type is angled and is preferred if it is difficult to see a parting line after the parting line flash development.
An angled parting surface is not perpendicular to the plane of the mold and can be either internal or external. It is used in situations where the injection molded part must be opened without distortion.
The opening of angled parting surfaces is done by moving the mold halves at an angle. The angle can be small or large, depending on the application. Angled parting surfaces are compatible with both a hot runner and a cold runner system.
A mold parting surface is important for the quality of the finished product. Without the proper parting surface, the part will not form accurately. The mold parting surface should balance the force of injection on both sides.

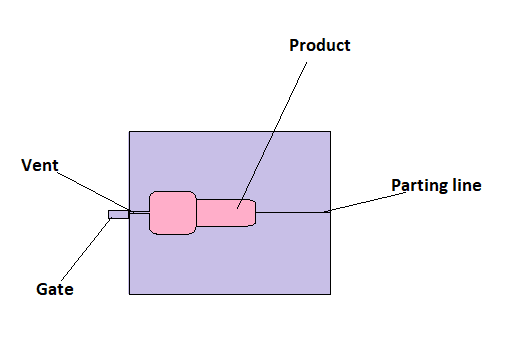
Methods of venting parting lines
When venting parting lines in molds, it is important to use an accurate measurement. There are several different methods for this, and the right one depends on the type and performance of the injection mold. However, some common principles should be followed to ensure correct venting.
The first method involves placing vent pins within the part’s geometry. These pins should be placed in areas where material flow is restricted or where parting line vents are inadequate.
The venting pins should be installed in a concealed area so that they do not leave marks on the part being molded. The venting groove should be at least six to 12 mm in length, but not longer. If too long, the cold material could flow into the cavity and crack the molten plastic.
The second method is to place adhesive-backed tape on the parting line. This allows the molder to easily monitor the venting condition. This method is suitable for injection molds that have heat-treated cores and cavities. The clamp pressure of such molds is also reduced, so it is possible to leave the tape on for a prolonged period.
Impact of parting line on the quality
The plastic parting line is the boundary line that separates the two halves of the mold making. It can affect both the quality and the strength of the injection molded parts. In addition, it can affect the final aesthetics of a product.
To reduce the impact of the parting line on the quality of injection-molded parts, the product designer should take some important factors into account when developing a mold.
The parting line should not be too steep. If the comprehensive parting line is too steep, it can lead to molded-in stresses from resin flow. Instead, the parting line should be rounded or tapered. Ideally, the parting line should be about 60% of the thickness of the joining wall.
Another important factor is the location of the parting line. The position of the parting line can affect the quality of injection-molded parts.
The suitable parting line location can affect the orientation of the polymer molecules, which is important for the part’s design. Parts with a narrow gate may have more drag marks than parts with a wider gate location.





