

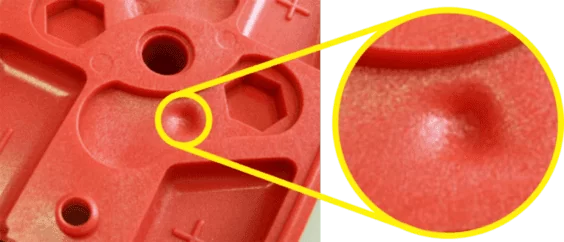
Shrinkage in a mold is an important consideration when creating a plastic product. Certain materials shrink more than others. For example, semi-crystalline materials shrink more than amorphous materials.
It is useful to know the shrinking window of your mold before choosing a mold maker. A lower shrink window means that the part will be easier to shrink, while a higher shrink window means that the part will be more difficult to shrink.
Managing shrinkage in a Mould
While it’s impossible to eliminate plastic injection molding shrinkage during the mold engineering process, there are steps you can take to minimize its impact. First, consider what causes plastics to shrink.
All plastics shrink as they cool, but the rate of shrinkage differs from material to material. For this reason, controlling mold shrinkage is critical. Mold engineers need to adjust the process settings to minimize shrinkage.
The goal is to achieve low shrinkage across a wide region of a part while maintaining a high degree of uniformity. This is a complex challenge that requires careful consideration of temperature, molecular and fiber orientation, and different packing levels. However, several solutions can be found to minimize shrinkage and achieve close tolerances.
The temperature of an injection mold plays a significant role in determining shrinkage. A hot mold will experience less shrinkage than a cold one. A cold mold allows the plastic to solidify too early, causing it to shrink before the injection pressure is fully applied.
A hot mold, on the other hand, allows plastic molecules to move and compress before they solidify. In turn, this results in less shrinkage. A 10% change in injection mold temperature and moisture content can lead to a 5% reduction in shrinkage.
Calculating shrinkage in a Mould
The first step when designing a mold is to determine the shrinkage of the material. There are two ways to calculate this. The first is to divide the part size by the injection mold linear dimension.
The second method is to divide the part size by the material shrinkage and multiply the result by the ratio of the two. In both cases, the difference between the dimensions increases as the shrinkage amount increases.
Calculating the shrinkage of plastics is not an easy task. This is because shrinkage is related to both the material and the production process.
The amount of shrinkage that a plastic material will experience depends on the temperature and the rate of cooling. The shrinkage will be greater in one direction than the other, which means that it is important to set a wide shrinkage tolerance.
Once you know how much shrinkage your mold will experience, you can then calculate the shrinkage of your plastic pieces.
This injection molding process is known as injection molding shrinkage and it affects designers of injection molded products and molds alike. Plastic shrinkage occurs affects the part’s linear dimensions. However, it varies between different polymers.
Preventing shrinkage
Shrinkage in molds can be prevented by changing the processing conditions. Changing the temperature and pressure during the injection molding process will reduce the rate of shrinkage.
The higher the temperature, the less shrinkage is produced. However, too high a temperature can cause flash or deformation. To prevent shrinkage, mold engineers should keep the processing melt temperature moderate.
Different plastics have different shrinkage rates. One way of reducing shrinkage is to use fiber-filled materials, as these will exhibit a lower flow rate of shrinkage. However, it is important to remember that the value of shrinkage is relative.
This means that the value may vary by up to 10% depending on the specific material. The values provided by material suppliers are only guidelines and should be used in conjunction with other factors.
To reduce shrinkage, the molten plastic resin should be heated to the right temperature. Higher temperatures cause molecules to expand, and lower temperatures will cause them to contract. As the plastic cools, the molecules will shrink back down to their original size.
Managing volumetric shrinkage
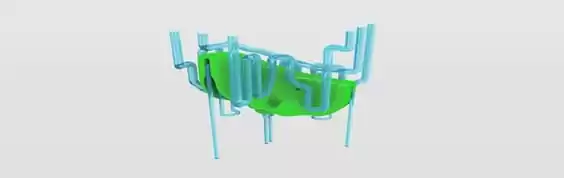
Managing volumetric shrinkage in injection moulds is an important process parameter. In a molding process, the part’s volume is reduced due to the cooling process.
Choosing the correct packing pressure can help compensate for this reduction. This helps to minimize shrinkage and ensure that the part is dimensionally correct.
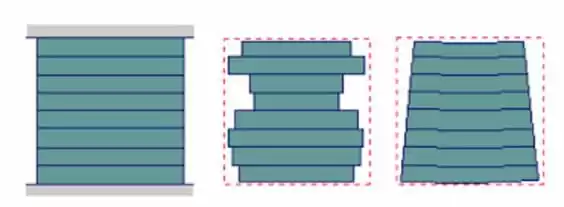
The shrinkage rate depends on the type of material, the material’s molecular structure, and the direction of the material’s flow.
For example, crystalline materials are likely to shrink perpendicular to the X-axis, while amorphous materials tend to shrink perpendicular to the Y-axis. In addition, polymers tend to shrink more in the thickness direction, so proper restraint is important. Otherwise, warpage can occur.
Managing volumetric excessive shrinkage in injection molds is a critical part of molding quality control. Failure to do so will result in longer molding cycles and a higher cost.
Moreover, under certain molding conditions, the part will continue to cool for up to 30 days after it has been removed from the mold.
Of course, most of the cooling occurs within the first few hours after it is removed from the injection mold. However, the final 5% of cooling can take up to a month to reach a stable temperature.





